


西部式超仕上とは
西部式超仕上とは
西部式超仕上とは、工作機械と砥石、及び制御方式に特徴があり、独特の超仕上加工方法を確立しました。
即ち、工作機械としては、剛性の高い、振動の少ない設備です。砥石としては、超微細砥粒のダイヤモンドやCBNを砥粒とした砥石を、剛性のあるホルダーで保持し、砥石を固定化 (Rigid)しています。また、制御方式としては、独自に開発した空気ベアリングを介して、砥石に加工物と平行に細かい振動 (オシレーション)を与え、さらに低圧の加工が出来ています。
その結果、西部式超仕上加工では、加工中の発熱も少なく、形状精度はもちろん、仕上面の粗さもナノレベルの超仕上加工が出来ました。
尚、西部式超仕上加工によりマイナスの圧縮残留応力が加工物の表面層に発生することが確認されています。現在形状精度に加え、物性の面からも研究開発と調査を進めています。
オシレーションガイドが空気ベアリング及び転動体の場合
空気ベアリングを採用したオシレーションガイドの特色
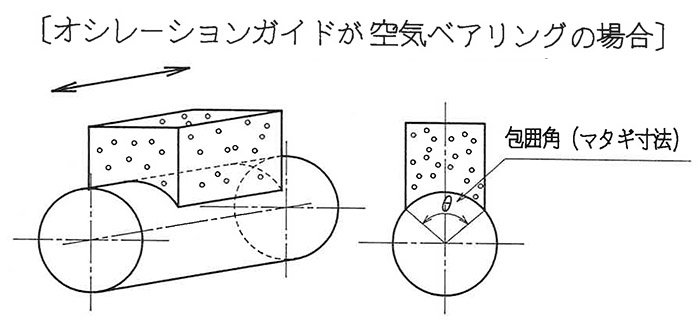
- オシレーション運動が母線に対して平行である。
- 包囲角が大きい為、形状修正能力がある。
- 空気ベアリングを用いたオシレーションガイドの場合は金属接触が無い為、転動体を用いたガイドの様な現象は起きない。
- 空気ベアリングによりダンピング効果が得られ、硬度の軟らかい砥石を使用した場合の研削比は転動体を用いたガイドと比較して2~3倍に向上する。
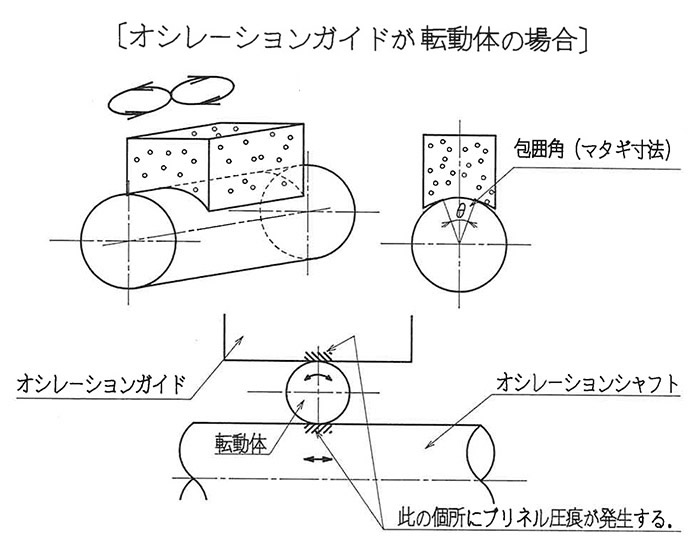
転動体を用いたオシレーションガイドの場合は上図の様に転動体が微小な動きの為ガイド及びオシレーションシャフト部にブリネル圧痕が発生する。その為オシレーションガイドにスキマができる。此のスキマにより左右方向には円弧運動となり、又上下方向にはチャタリング現象が発生する。
以上の様な結果オシレーション運動が母線に対して8の字運動になり、包囲角が小さく前加工に倣い形状修正能力が劣る。
超仕上後の結果 (ローラー外径)
西部式超仕上加工によって、表面粗さは5nm、真円度は60nmの形状精度が得られています。
しかし、前加工の仕上状態と砥石、及び制御方式の開発で、さらに形状精度の向上が期待出来ます。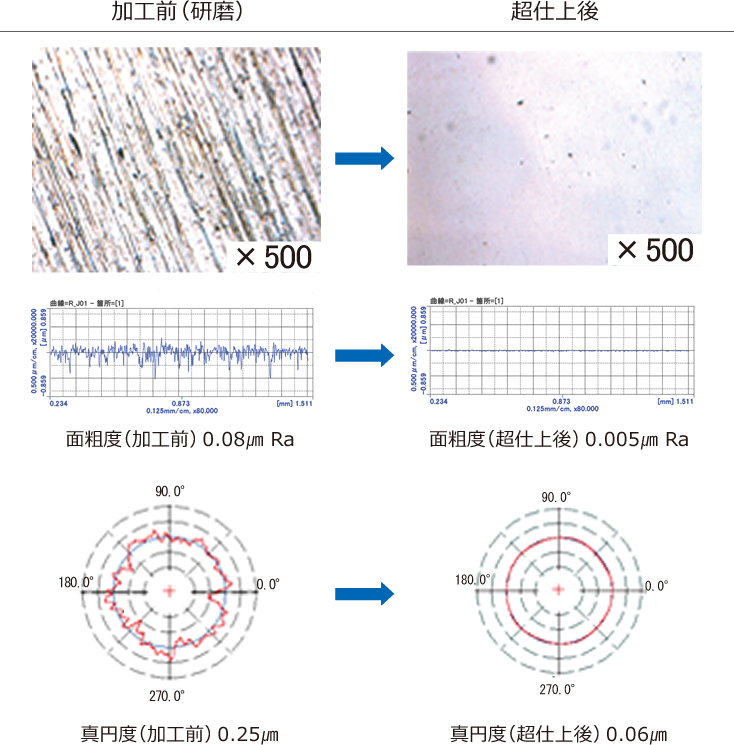
しかし、前加工の仕上状態と砥石、及び制御方式の開発で、さらに形状精度の向上が期待出来ます。
![]()